2005.07.16
ニット製品などを中心にファッションカラー作りを裏方で支えるRPF! ──(株)紅三のカラーデータベースは50万色以上──

原油価格高騰を背景に化石燃料の代替えとして注目を集めているRPF──このRPF(※印参照)が、熱源としてどのように使われているか、についての第2弾です。 前回は、新聞用紙などを供給する大手製紙工場で高圧蒸気を作り出すボイラーの熱源として使われている状況をリポートしました。
今回は、サーマルリサイクルの促進を目指して国内で最初にRPF専燃のボイラーを導入、年間8000~1万トンのRPFを熱源として受け入れ、スポーツウエアやカジュアルウエアなど国内外のトップブランドメーカーの染色加工を行っている(株)紅三足利工場(べにさん 本社・東京都江東区 工場・足利市)を訪ね、話をうかがいました。
導入の契機になったのは、地球温暖化や最終埋立処分場の逼迫状況への対応とともに、地域環境への負荷を低減することが地域の一員としての責任、という考え方に基づいたものでした。
※RPFとは、Refuse Paper&Plastic Fuelの略で、今注目を集めているサーマルリサイクルの一つの方法。再生紙としてリサイクルできない古紙や廃プラスチックを原料とした固形化燃料。石炭やコークス、重油などの化石燃料に代わる燃料で、製紙業界、石灰業界、染色業界などからの需要が旺盛。
染色技術が日本に伝わったのは4世紀半ば頃
中国・呉の国から日本に紅花の染色技術が伝わったのは4世紀半ば頃。その後、聖徳太子の「冠位十二階」という新しい秩序を代表的な6色で表し、平安時代になると「十二単」によって色彩感覚がいっそう豊かになるとともに染色技術は飛躍的に進展しました。
江戸時代には、町人文化に刺激されて人々の「おしゃれ感覚」は裾野を広げ、明治時代になりますと、それまでの藍や紅花による染色技法に合成染料を使った「西洋染め」が加わり、原色や中間色など微妙に異なる染色技術が確立され、人々の「おしゃれ感覚」はさらに多様化して現在に至っている、というのが簡単な染色の歴史です。
国内第1号のRPF専燃ボイラーを建設
今回取材しました(株)紅三は、1875年(明治8年)に創業(現在の東京・江東区)、今年130周年を迎えました。その間、関東大震災や太平洋戦争で大きな被害を受けたものの、染屋一筋に事業を継続、いくつもの時代の“色の変化”を見つめ、染色加工技術の開発に取り組んできました。
1964年(昭和39年)には足利工場が完成、設備の増設を重ねながら、その後、東京本社工場の機能を集約して同社の主力工場になりました。
足利工場の全景
中央上部にあるのがRPF専燃ボイラー
現在では、世界のファッション界のカラーをリードするイタリアやフランスと肩を並べ、国内外のトップブランドの染色加工を数多く手がけていることは、一般の人々にはあまり知られていません。また、染色工程で最も重要な熱源である蒸気を、廃プラスチックや紙のサーマルリサイクルによって発生させている実態も意外と知られていません。
足利工場の主要熱源は、国内第1号のRPF専燃ボイラーで、建設したのは1991年(平成3年)とのこと。国内初の専燃ボイラーとあって、以来、業界関係者、RPF関連企業やRPFの導入を検討している企業など、今に至っても見学が後を絶たない状況だそうです。

足利工場のボイラー外観
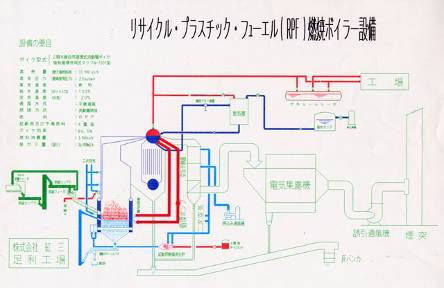
ボイラーのフロー
ボイラーの性能
| 蒸気量 | 37.9トン/時間 |
|---|---|
| 蒸気圧力 | 20kg /cm2 |
| 蒸気温度 | 約365℃ |
| 燃焼方式 | 流動層式 |
| 燃料 | RPF専燃(年間8000~1万トンを使用) |
| 起動時 | A重油使用 |
| ボイラー内温度 | 850~900℃ |
このRPF専燃ボイラーを導入するまでは化石燃料(C重油)を使用していましたが、折しも地球の温暖化とともにごみ最終処分場の逼迫が社会問題化しつつあったことから、埋立処理に依存していた廃プラスチック類とリサイクル不能な古紙類を固形形状に成形加工したRPFを導入することを、まず決定したとのことです。
その背景に「人々に一番身近なニット製品などの染色に必要な熱源として再利用(サーマルリサイクル)、環境負荷低減に寄与する企業姿勢を地域住民に理解してもらうこと、それが地域社会と共生するために何より重要なことだった」(同工場工務グループ部長 藤野哲男氏)との思いが込められていました。
使用済み蒸気から熱を回収して再利用
このボイラーの建設には約7億円を投入しましたが、当時としてはリサイクル燃料(RPF)を利用するという発想は一般的ではなかったようです。そこが見事な先見性と言えるでしょう。
廃プラスチック類は、もともと化石を原料としてつくられていることから、その発熱量に着目、多くが埋立処分されていたものを積極的に再利用(リサイクル)する専燃ボイラーの建設は、当然関係業界から注目を集めました。
構造は、ボイラーの底部に水管(蒸気を作るための水管で、表面は傷が付かないよう特殊加工がされている)を4層に配し、ボイラー内の砂が上部から投入されたRPFの燃焼によって高温になり、この熱によって蒸気を作り出すという流動層式で、ボイラー内部は850~900℃に保つことで有害物資はほとんど発生せず、常に基準値以下に収まっているそうです。
また、染色工程で使われた蒸気は熱交換器によって熱を回収、水蒸気を作り出す水や染色工程に使用する水(いずれも軟水)の予熱に再利用するなど、燃料の節約と環境負荷低減に徹底した対策を講じていることを強調していました。

RPFのストックヤード

ストックヤードからベルトコンベアでボイラーへの投入口に搬入されるRPF
ボイラーの稼働は季節によって異なりますが、通常は6時から23時または午前0時頃までで、出荷に追われる5月中旬から6月中旬、10月下旬から12月中旬は24時間運転となるそうです。
このように季節変動はあるものの、年間を通して使用するRPFの量は8000トン~1万トンで、RPFの発熱量は6000~6500kcal/kg。
カラーデータベースは何と50万色以上
(株)紅三の技術をリードするのが「技術グループ」。染色や特殊加工技術(後述)全てが、このグループによって生み出されているそうです。
今までに積み重ねられたカラーデータベースは既に50万色を超え、コンピューターカラーマッチングシステム(CCM)と自動染料調液システム(ADMS)(注参照)を駆使することによって作り出され、使用されるカラーは、月に2500色にも及びます。
(注)CCM=Computer Color Matchingの略
ADMS=Automatic Dye Mixing Systemの略
こうした技術の集積によって、世界のトップブランド商品の多くを世に送り出し、今や染色に関してはイタリアやフランスにも劣らぬ世界最高水準を維持すると同時に、色落ちしない染色技術の保持が最も大きな特徴となっています。これが国内外の大手ブランドメーカーから高く評価される所以だそうです。
染色工程は、「チーズ染め」、「カセ染め」(綛染め)、「反染め」(たんぞめ=反物または生地染めと同じ)、「ピース染め」(いずれも業界用語)の4つに大別されます。
(1)「チーズ染め」は、ボビンに巻いた糸の形が固形チーズに似ていることからこのように呼んでおり、この状態のまま染色する方法

「チーズ染め」をする前の糸の状態

染色中の「チーズ染め」

ずらり並んだ「チーズ染色機」
(2)「カセ染め」は、糸の束をそのまま染色する方法

「カセ染め」の染色機(噴射式)

「カセ染め」の乾燥工程
(3)「反染め」は、布状で染色する方法

「反染め」常圧染色機

「反染め」高圧染色機
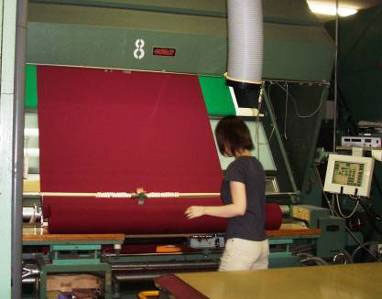
「反染め」の検反工程
(4)既にできあがったTシャツなどを染めるのが「ピース染め」
これらが現在の染色技術工程ですが、あらゆる要望やニーズに応えるために超大型から小型まで、多様なサイズの染色機が完備されているほか、特殊加工に対応した技術も多用されているそうです。
この特殊加工技術には、風合い加工、防縮加工、艶だし加工、防臭加工、抗菌加工、UVカット加工、撥水・吸水加工、形状記憶加工などが含まれ、個性化とともに高付加価値化のニーズは年々高まっているとのことです。
染色から仕上げまでの工程数は、前処理、染色、後処理を合わせて(1)(2)(4)で4~5、(3)が12~14ほどになりますが、そのほとんどの行程(染色、特殊加工、乾燥など)でボイラーから供給される蒸気の熱を利用していることは、前回リポートしました大手製紙工場の場合と同じで、大きな特徴と言えます。
染色には大量の水を使用しますが、その水源は地下水(硬水)で、軟水化して染色に使用した染色水は染色剤や添加剤を完全に除去処理してから排水しているため、河川の水質への影響は全くないとのことでした。
藤野部長は「染の字を分解すると、水()を九十八回も使う、とも読み取れる。素材を染色して完成品にするには、それほどの水を使うという例えだ。だからこそ、地域環境への影響を可能な限りゼロに近づける。これが企業の責任だし、継続しなければならない努力だと考えている」と、締めくくってくれました。
(参考)染色工程の温度と時間
天然繊維 ( 木綿、羊毛など )および半合成繊維 ( レーヨン、モダールなど )
染色温度 40℃~96℃ ( カセ染め、ピース染め )
40℃~110℃ ( チーズ染め、反染め )
染色時間 それぞれ3時間~10時間
合成繊維
染色温度 ( ポリエステル ) 110℃~135℃ ( チーズ染め、反染め )
( アクリル ) 96℃~105℃ ( チーズ染め、反染め )
~96℃ ( カセ染め、ピース染め )
染色時間 それぞれ3時間~4時間
チーズ染色および反染色の場合、密閉して高温 ( 100℃以上 )による高温高圧型染色機を使用。





- 学習支援サイト





